
白老师目前已经入驻焊接之家直播间,每晚7:00~8:00在直播间为焊工朋友解惑答疑,爱学习的朋友不要错过这么好的机会呦。

《探索焊接王国》是白津生老师多年从事焊接工作经验的结晶。书中介绍了三十多个焊接实例,涉及很多高难度的焊接技术难题,希望能给焊接工作者提供一些心得。我们将以连载的形式把这本书的内容分享给大家。
今天和大家一起学习一下焊接施工管理
A.资材管理
01
⑴ 原材料、半成品、成品、废品、消耗品、危险品等分类放置。
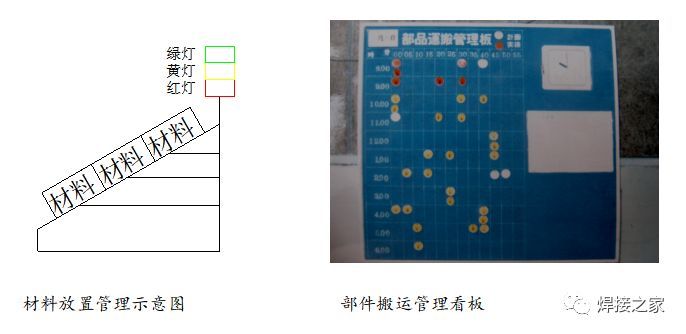
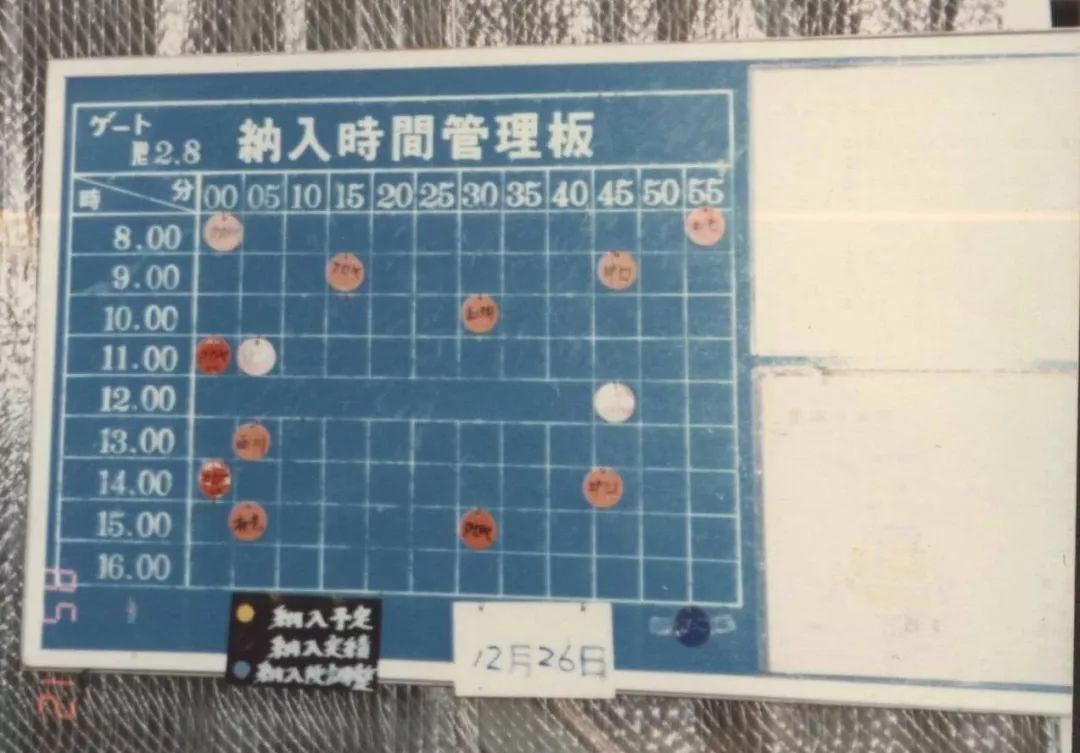
⑵ 采用看板管理的方法,从采购到库存到现场要一目了然。
⑶ 出库数与进库数要基本保持均衡、定时定量,不能发现有大量积压与欠缺的现象。
⑷ 保证现场供应,工作场地设置有倾斜式材料放置台。分三档位,分红、黄、绿三种信号,以便及时了解、掌握现场供应的情况。
⑸ 每个月的月底,要清点各类资材的库存。
B.质量管理
02
产品质量的优劣,直接关系到企业的生存与发展。我在东洋シ-ト株式会社学习焊接管理期间,认识到产品质量对企业的生存与发展的重要性;亲眼所见该会社的TQC全面质量管理取得了显著成效。
日本企业首先提出的ポカよけ(PoKaYoKe),消除失误的质量管理经验。近期,我在欧洲进行国际学术交流时,亲眼所见此法目前在欧洲仍非常盛行,欧洲各企业纷纷效法并推广采用。
东洋シ-ト株式会社全体焊接人员为了不断地保证和提高焊接质量,形成了一套焊接质量保证体系,在实施全过程的焊接质量管理中具有一定特点,有一些独到之处可供我们参考。
- 形成焊接质量保证体系
该会社焊接质量保证体系及其组成部分按图所示的4个阶段、8个步骤进行。
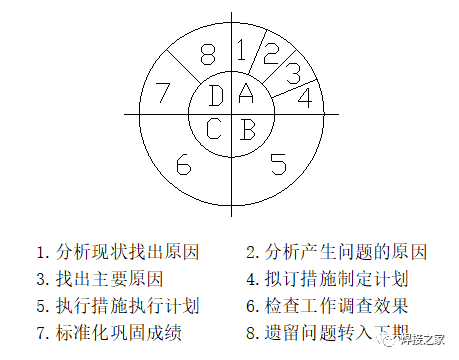
1.分析现状找出原因 2.分析产生问题的原因
3.找出主要原因 4.拟订措施制定计划
5.执行措施执行计划 6.检查工作调查效果
7.标准化巩固成绩 8.遗留问题转入下期
焊接质量保证体系
这是从长期实际生产过程中总结出来的,其落实的好坏,标志着管理水平的高低。因为焊接标准化是焊接质量管理的基础,焊接质量管理是贯彻执行焊接标准化的保证。有了高标准,才有高质量。所以,全体焊接人员都必须执行所制定的“焊接工艺路线”和“焊接操作规程”,不允许出现无监督、无秩序、无计划的现象。
必须实施单纯化、标准化、专门化的管理。把不合格的产品消灭在形成过程中,并从各个环节致力于提高焊接质量和消除隐患,运用系统的概念和方法,依靠必要的组织机构,把各工序、各环节保证焊接质量的活动严密地组织起来,形成一个有明确任务、职责、权限、互相协调、互相促进的焊接质量保证体系,即焊接质量管理网。
由于该会社属于现代化工业大生产形式,生产过程是按一定程序进行的,后道工序的质量必然受到前道工序质量的影响。若卷板、管子冷弯、冲压成型出现毛边或尺寸出现问题,都会影响焊接装配尺寸,造成焊接机器人在焊接过程中位置偏移,影响焊接质量。
因此,下道工序必须复查上道工序的质量,要求各道工序优质。并经常组织上下工序、左邻右舍之间互访和互提质量保证,加强质量联系与协作。
该焊接系采取的管理手段不是单一的,而是综合运用焊接质量管理的的管理技术和科学方法组成多样化的、复合的焊接质量管理体系。充分运用质量检验、数理统计等方法,并把数理统计等科学方法与改善组织管理,改革专业技术三方面紧密地结合起来,充分地发挥它们的作用。
2.加强生产制造过程的焊接质量管理
2.1焊接工艺管理标准化
该焊接系主要靠焊接机器人完成大部分焊接工作,而且有些先进的自动化设备(如Spotron熔接机器、产业电子机器)能够自动监视焊接工艺参数,有些设备还能自动控制和调整焊接工艺参数。但该焊接系仍抓好焊接工艺管理标准化的制定。
在焊接操作者的岗位上悬挂着:
作业指导书
焊接程序图
焊接工艺参数表
焊接质量检验标准等。
首先要抓好焊接管理标准的制定操作者:
①班组长及管理人员每天对各种焊接规范检查2次。
②每道工序都逐个检查,严格检查上一道工序的产品质量,发现问题及时采取措施解决。
③对每个产品都进行非破坏检验(焊缝长度、构件尺寸、咬边、气孔、角度、焊缝余高、变形量……)。
④每天2次抽检进行半破坏或全破坏检验。易出缺陷部位的产品每小时要抽检一次。
⑤对焊接规范和检验情况,每天2次填写表格,并要保留10年。
⑥对点焊和CO2焊的焊接规范主要检查:
东洋三一卜株式会社质量管理和生产效率管理的现场
对点焊的焊接规范、工艺参数主要检查:
①点焊焊接电流
②电极加压力
③初期加压时间
④焊接通电时间
⑤加压保持时间
⑥电极端面直径
⑦研摩周期
⑧冷却水流量。
对CO2焊及混合气体保护焊的焊接规范、工艺参数主要检查:
①焊接电流
②焊接电压
③气体混合比例
④保护气体流量
⑤焊丝牌号
⑥焊丝直径
⑦焊接速度
⑧焊枪角度
⑨杆伸长度
并用Spot ron仪器检测各种焊接工艺参数是否在生产中正确执行,自动记录下来作为焊接质量监督和事故分析的依据。
2 .2实施自检、互检、专检三结合的三检制
①接收检查
在焊接系虽然每到工序都是产品自检合格后转入下道工序,但是,下道工序的操作者仍须严格复查一遍,包括系列会社(下请单位)的半成品,若发现质量问题,即使采取措施解决。
②工厂检查(中间检查)
东洋シ-ト株式会社每天早、中、晚焊接的第一个产品均须进行非破坏、半破坏和全破坏检验。自检合格后,经班组长和焊接管理人员的认可,才能继续进行焊接生产。
每个工件焊接完毕都须进行非破坏性外观检验。
特别是电阻点焊工序,焊接管理人员每天还要进行2~3次半破坏或全破坏抽检,易出现焊接缺陷的部位每小时抽检一次。
若某一时刻抽检发现次品,则与上次抽检间隔生产的产品都视为次品,全部进行重新检验,决不放过一个疑点。直至采取措施,经改进后转入正常生产为止。
③产品检查(最终检查)
产品制成后,在入库出厂之前,还须经过检验课严格地、系统地复检。判定合格并办理手续后,检验工作才算最后完成。
3.原始焊接记录存档
东洋シ-ト株式会社焊接系对每个焊接产品的制造过程都有详细记录和凭证。对其焊接工艺参数和检验情况每天2次填写表格,分别由焊接责任者、班组长、焊接管理员、焊接系主任、课长签证。
并且,原始焊接记录要保存10年。(目前中国是永久保存)
4.发现问题,及时分析,查找原因,采取措施
4.1 分析问题的形式可分4种:
①集团分析
②个人分析
③比较分析
④提案分析
4.2 设立专门组织,实行不良对策程序作业
4.3 排除一般性,对细节问题进行具体研究。
4.4 会议上制定的措施,必须严格贯彻执行。
以上介绍了东洋シ-ト株式会社的焊接质量管理,仅是研修期间看到的概况,希望有助于促进我们焊接质量的提高与发展。
C.生产效率管理
03
C.生产效率管理
在单位时间内,东洋シ-ト株式会社特别强调人员的利用率必需要达到100%,用最短的时间,用最少的经费,完成所制定的焊接工作量。
在生产繁忙的时候,各班组把生产任务写在管理看板上。有时,工人们自发地甚至把原本制订好的《熔接系本月生产计划》更改成为:《ロボット(机器人)军团本月作战计划》。
以此方法,激励大家共同努力、拼命地工作。充分发挥、调动每个人的积极性。
工作效率的管理看板
单位时间内完成焊接作业量对策公式:V2=V/T2=V/WR×WR/T2=V/WR×D2
V2 —生产效率(%) V—焊接作业量(Hr) T2—实际运行时间(Hr)
WR—焊丝使用量(Kg) D2—生产效率指标(kg/Hr)
可以通过D2的数量,确定是否需要提高生产效率。
SPH管理表(辅助装配时间+焊接时间=所需时间)放置在操作台前,生产计划数和实际完成数用计数器自动显示出。

焊接操作管理要点:
①操作的工作顺序。
②对操作场地的安排以及提取零部件装配的顺序。
③各道工序所需要的工具
④各道工序所需要的标准时间
⑤标准生产计划数的制定
⑥材料的所需量和取料的方法
为了消除无监督、无秩序、无计划的现象。有计划、专一产品、标准化、尽可能采用生产流水线,实行自动化生产。
在人员安排上,要充分发挥每个人专长。例如:安排日本员工每人看管一台机器人,两套工夹具。还要负责焊接、检验和修复工作。
可我为了掌握更多有关机器人的操作技能,主动要求负责看管两台机器人,四套工夹具。所以,日方就把我安排在能最大发挥作用的熔接系和改善系的岗位上。
D.设备管理
04
D.设备管理
对焊机管理要求:
允许使用率aa=ac×(Ic/Ia)2
aa:允许使用率(负载持续率)%
ac:额定使用率(额定负载持续率)%
Ic:额定电流 A
Ia:允许电流 A
允许使用电流
Ia= Ic√ac/ aa
设备是否更新要考虑经费差额
经费差额 W-W’=(A + B)-[A’+ B’+P(1+r)/n]
W:老朽焊机经费
W’:新焊机检修费
A:老朽焊机电费
B:老朽焊机检修费
A’: 新焊机电费
B’: 新焊机检修费
P: 新焊机购买费
r:资金利润(一般为0.1)
n:偿还年数
对工夹具的管理:
①为了使焊件的质量保持稳定和连续生产,要求夹具能够严密互换使用。
②要求调整容易,加工迅速。
③考虑安全,操作简便。
E.安全管理
05
E.安全管理
在日本对焊接机器人的安全管理有法律规定,机器人的潜在劳动危害比其它机械要多。

因为:
① 有必要对机器人作业时进行修正。
② 机器人在3元空间运动,第三者是无法判断机器人的可能运动。
③ 因为机器人是由精密机械及电器(电子计算机、服伺电机)电子元件(集成电路、晶体管)组成。所以,部件如果发生故障,有异常运动的可能性。
④ 配备有工装夹具,能够单独、互相独立运动。
未完待续.....
责任编辑: